



后背轮冲床200吨如何调整模具间隙?
后背轮冲床200吨如何调整模具间隙?
冲床模具的间隙过大或过小,都会影响产品的成型。过大产品可能会不饱满而缺陷,过小产品会出现过多的毛刺和飞边。那么对于后背轮冲床200吨来说,如何调整模具间隙?

模具的间隙与所冲压的材料的类型及厚度有关。不合理的间隙可以造成以下问题:
(1)如间隙过大,所冲压工件的毛刺就比较大,冲压质量差。如果间隙偏小,虽然冲孔的质量较好,但模具的磨损比较严重,大大降低模具的使用寿命,而且容易造成冲头的折断。
(2)间隙过大或过小都容易在冲头材料上产生粘连,从而造成冲压时带料。过小的间隙容易在冲头底面与板料之间形成真空而发生废料反弹。
(3)合理的间隙可以延长模具寿命,卸料效果好,减小毛刺和翻边,板材保持洁净,孔径一致不会刮花板材,减少刃磨次数,保持板材平直,冲孔定位准确。
请参照下表选择模具间隙(表中数据为百分数)
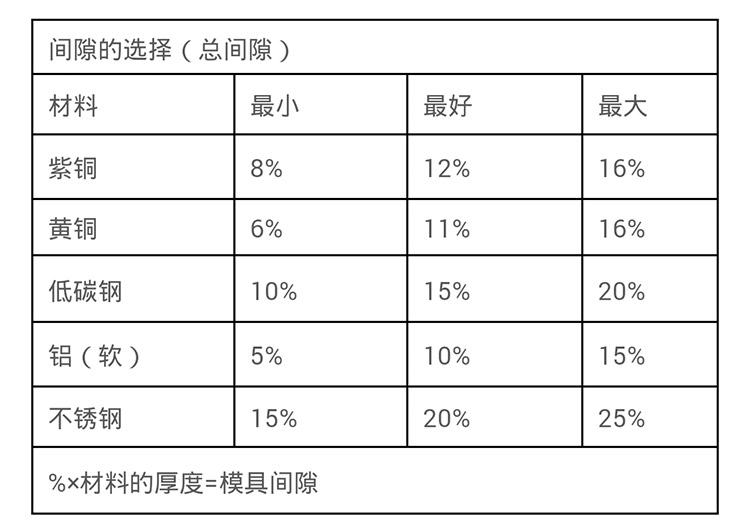
冲床模具间隙调整表
一般建议模具总间隙为材料板厚的20%~25%。模具的间隙是否合理,是很重要的,如果模具间隙不合适,容易造成废料反弹。
下一篇:山东威力重工冲床生产工艺优势? 上一篇:五金冲压行业中的专业术语你知道多少?









